
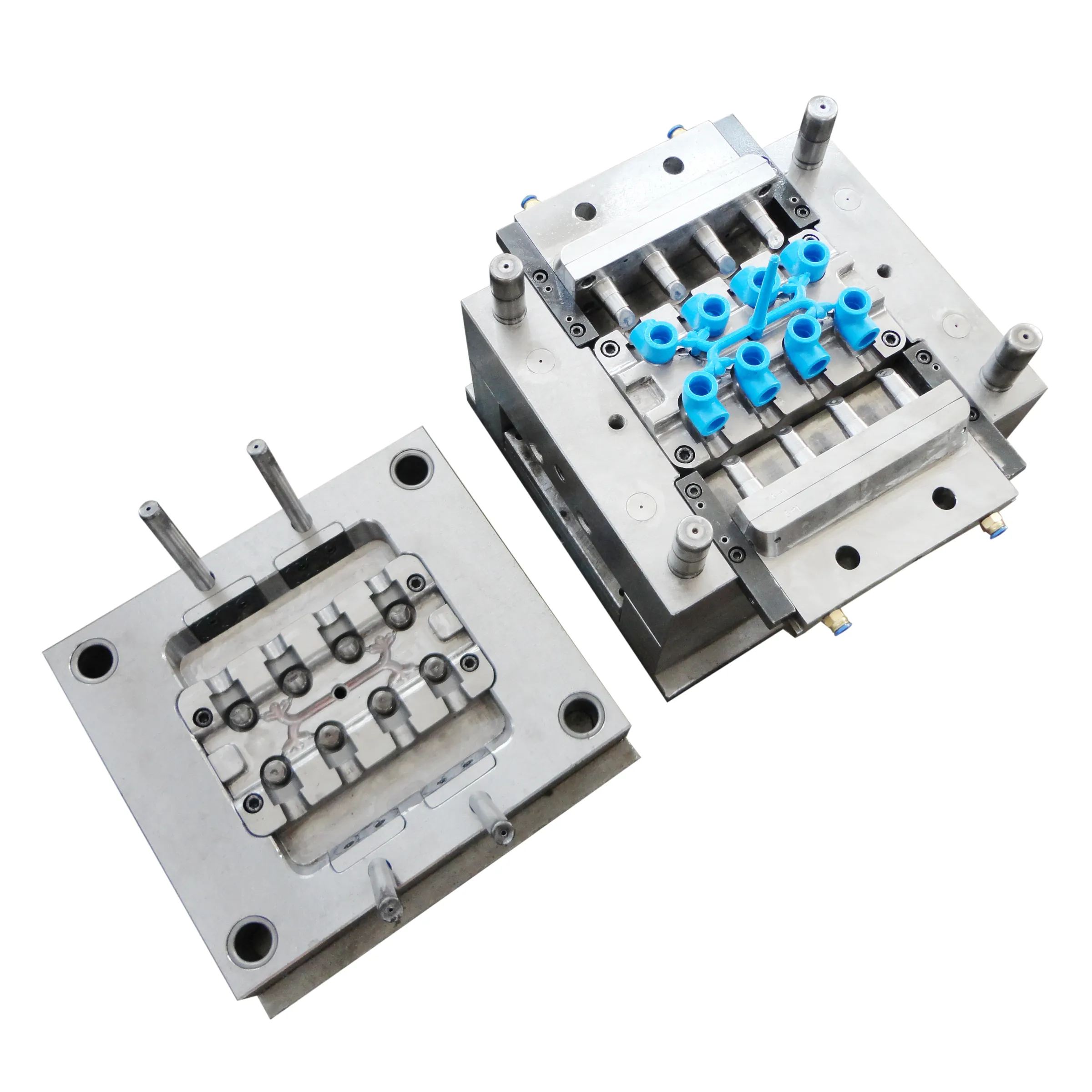
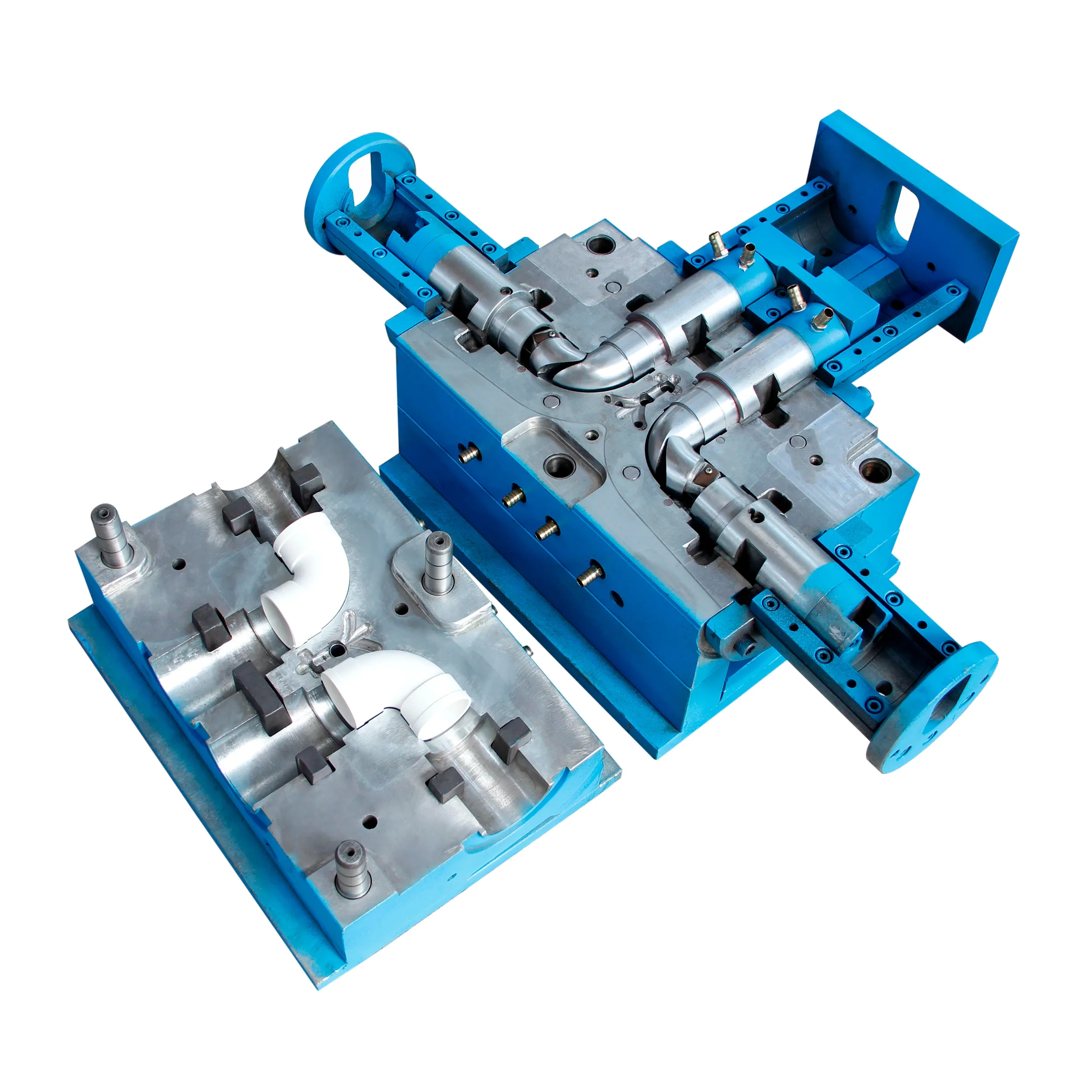
Мольд атауы:Түйектің жабысатын қабығы
Қуысы: 1 қуыс
Қалыпты мөлшері: 160 мм
Mold Steel: Германия2316 China2316 Or4CR13 Or4cr13 қуысына және өзек үшін
Қақпа: тікелей қақпа
Мольд құрылымы: май цилиндрі
Негізгі бет / қуысының қаттылығы: грек термиялық өңдеуден кейін 40-45 ° градус
Инъекциялық қалыптау машинасы: 650т
Taizhou Huangyan Hongyan gon jin mold co., LTD 2002 жылы құрылған, бізде 2002 жылдан астам құбырдың фитингтік көлігін жобалау және өндіру мамандары бар.
Біз сіздермен ұзақ ынтымақтастықты күтеміз.
Төменде сілтеме жасалған негізгі ақпарат.
ПВХ инъекциясы мәселесі және шешім
1. Материалдың болмауы: Қалыпты құбырлар толтырылмайтын құбылыс көбінесе инъекциялық құбырлар фитингтері кезінде пайда болады. Инъекцияның қалыптау машинасы жұмыс істей бастағанда, металл температурасы тым төмен болған кезде, PVC балқытылған материалдың жылу жоғалуы үлкен, ерте қатайтуды жеңілдетуге оңай, айналымның тұрақтылығы үлкен, ал материалды қалыпқа толтыру мүмкін емес. Бұл құбылыс өте қалыпты, сонымен қатар уақытша, бірақ уақытша, кейінірек сандық модель инъекциясы автоматты түрде жоғалады. Егер қалыпқа әрдайым толығымен толтырылмаса, келесі жағдайларды қарастырыңыз және тиісті түзетулер енгізіңіз:
1: Инъекция материалының температурасы төмен және шатқалылық нашар, сондықтан қыздыру температурасы пластиктен және материалдың тұтқырығын жақсарту үшін тиісті түрде көтерілуі мүмкін.
2: Инъекциялық қалыптау циклын орнату жылдам немесе жеткіліксіз, инъекция уақытын көбейтуге және SON мөлшерін көбейтуге тиісті болуы мүмкін.
3: Егер орнатылған қысым тым төмен болса немесе инъекциялық қысымның қысымы тым ерте болса немесе қысымның қысымы тым ерте болса, инъекцияның қысымы тиісінше жоғарылауы немесе ұстап тұру қысымын өзгертуге болады.
4: Инъекция жылдамдығы төмен, инъекция жылдамдығы тиісті түрде жоғарылатуы мүмкін.
5: ағын каналының құрылымының мөлшері аз, негізгі, шунт арнасының немесе қақпаның көлемін көбейту үшін қолайлы болуы мүмкін
6: Қуатты сору жақсы емес, қақпаның орнын өзгертуге немесе шығатын ойық ашуға сәйкес болуы мүмкін.
7: Жіңішке қабырғаға салындысы Қабырғалар қиын, өнімнің құрылымын реттей алады немесе көгершін жүйесін өзгертеді.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Электрондық пошта
махат








 Whatsapp
Whatsapp Телефон
Телефон